






Table of Contents
What is Liquid Ring Vacuum Pumps?
The Liquid Ring Vacuum Pump is a type of positive displacement rotating pump. This type of liquid vacuum pump is used for a variety of vacuum applications. The main difference between a ring and a piston pump is their design. A cylinder is usually used in conjunction with a rotary vane vacuum pump. This makes a ring-type ring pump very popular. Nevertheless, a ring-type nozzle is not as common as a syringe-type liquid syringe.
Liquid Ring Vacuum Pump Basic Principle
The basic principle of a liquid ring vacuum pump is to use a compatible fluid such as water, mineral oil, or organic solvents. Besides this, the liquid can also be already in the process. The operating fluids are continuously supplied to the compression stage and discharged together with the gas or condensate. This explains the liquid ring vacuum pump working principle, and why they are employed in so many different sectors. Hence, a liquid ring pump is an excellent choice for certain applications. If you are unsure of which type of ring vacuum pump is right for your specific requirements, we have some tips for you.

Liquid Ring Vacuum Pump Advantages
The Liquid Ring Vacuum Pump is a versatile device, capable of producing high vacuums in a wide variety of applications. The liquid ring acts as a piston, compressing gases and releasing them through the discharge port. A liquid ring is placed between two impeller blades, and as the pump rotates, it draws the gas into a small space between the blades. This ring is used to remove air or other gas. The main advantage of a rotary valve is that it has multiple functions. This makes it a flexible solution for a vacuum system. In addition to the rotary valve, the pump also includes the rotor.
How to Choose a Liquid Ring Vacuum Pump?
Even though the Liquid Ring Vacuum Pump is one of the most commonly used types of rotary vane pumps, it is necessary to choose the correct one for your needs. If you don’t know what to look for in a vacuum pump, you should take measurements before purchasing. Ensure that the pressure of the liquid ring is sufficient for your specific application and also know oil vacuum pump working principle. This will ensure that the vacuum is maintained at all times.
These pumps are designed to last for many years and offer a high vacuum level. When selecting a liquid ring vacuum pump, you need to choose the one that meets your needs. It is essential to select a model that is compatible with your needs. Once you have made your selection, you can begin looking for a replacement for the pump.
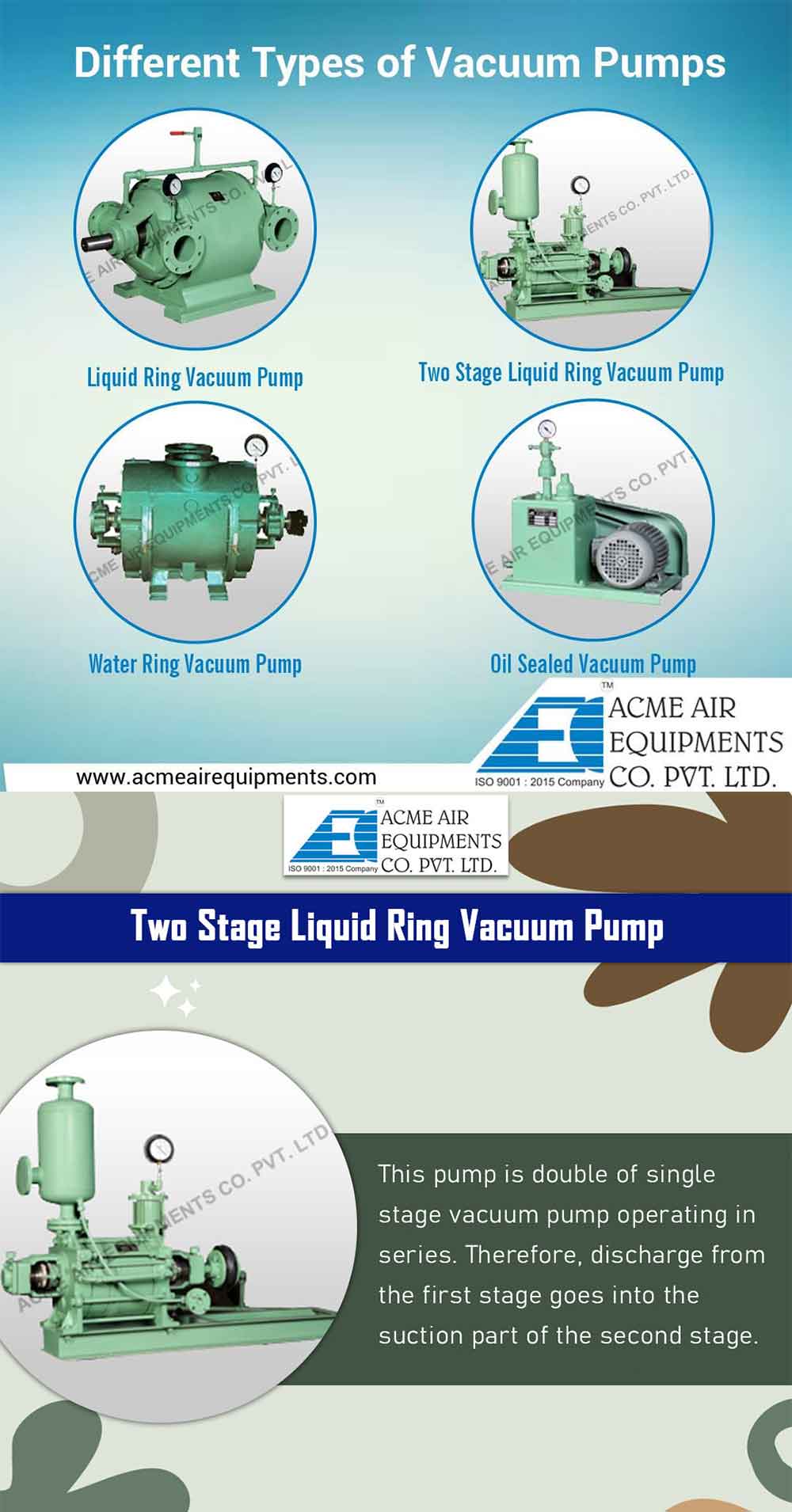
Two-Stage Liquid Ring Vacuum Pump
The Two-Stage Liquid Ring Vacuum pump is a proven solution for process vacuum applications. And Acme Air Equipments has been providing high-quality double stage vacuum pumps systems, and single stage vacuum pumps for decades and has a reputation for reliability. The two-stage design offers maximum efficiency and is suitable for a variety of industrial environments.
Two-Stage Liquid Ring Vacuum Pump: Features and Design
The design of the pump’s impeller has two stages to distribute the vapor pressure of the sealant. In addition to that, the pumps have a variety of sizes to suit different needs. The liquid ring vacuum pump is available in the highest quality.
The double-stage liquid ring vacuum pump has a higher capacity than the single-stage water ring pump. It has a wide range of working pressures than the single-stage water ring vacuum pump. In addition, it is more efficient in a wide range of pumping rates. And while these pumps are expensive, they are worth the price.
Two-Stage Liquid Ring Vacuum Pump: Several Benefits
The double-stage liquid ring vacuum pump has high maximum pressure. Unlike single-stage water ring vacuum pumps, two-stage liquid ring pumps offer better efficiency. They are more effective at higher vacuum levels and can also be used in chemical and pharmaceutical installations. These products are available for a wide range of applications.
Its compact design, reduced power consumption, and variable discharge port make it ideal for continuous operation. Designed for pharmaceutical and chemical installations, the two-stage pump has lower exhaust pressure and greater efficiency than its single-stage counterpart. So, if you need a deep vacuum, this is a great solution. These machines have the highest level of efficiency and are ideal for most industrial environments.
The Bottom Line
The two-stage pump has many advantages. It is ideal for vacuum applications in a deep vacuum, such as cheese processing, evaporation, sterilization, or extrusion venting. Its compact design and mechanical seals make it suitable for any industrial application. In addition to its energy efficiency, the two-stage water ring pump can provide a high-quality discharge port. This makes it a versatile solution for a variety of industrial settings. The efficiency of the Two-Stage Liquid Ring Vacuum is higher than that of the Single Stage Liquid-Ring Vacuum Pump. So, it is a perfect choice for various applications.
FAQs on Liquid Ring Vacuum Pump & Two Stage Liquid Ring Vacuum Pump
What exactly is a Liquid Ring Vacuum Pump?
A Liquid Ring Vacuum Pump is a type of rotating positive displacement pump that uses a liquid (usually water) as a sealant to create a vacuum. It is widely used in industries because it can handle wet and dirty gases efficiently without damaging internal parts.
How does the liquid ring vacuum pump working principle operate?
The liquid ring vacuum pump working principle involves a rotating impeller that forces the service liquid to the outer walls of the pump casing, forming a rotating ring. This ring creates a seal and variable volume chambers that trap and compress the gas, which is then discharged along with the liquid.
Why is it classified as a positive displacement rotating pump?
It is called a positive displacement rotating pump because it traps a fixed amount of gas in the space between the impeller blades and the liquid ring. As the rotor turns, this space reduces, compressing the gas and forcing it out, similar to how a piston works in a cylinder.
What types of compatible fluid can be used as a sealant?
While water is the most common sealant, the pump can use any compatible fluid such as mineral oil, organic solvents, or even the process liquid itself. This flexibility allows the pump to be adapted to specific chemical processes to minimize contamination.
When should I choose a Two-Stage Liquid Ring Vacuum Pump over a single-stage model?
You should opt for a Two-Stage Liquid Ring Vacuum Pump when your application requires higher efficiency at lower pressures (higher vacuum). The two-stage design distributes the compression work, making it better suited for handling high vapor loads and achieving deeper vacuum levels.
What are the advantages of this pump in chemical and pharmaceutical installations?
These pumps are ideal for chemical and pharmaceutical installations because they run cool and can safely handle explosive gases, vapors, and liquids. Their robust design minimizes wear even in harsh environments like distillation or solvent recovery.
How do these pumps compare to standard single stage vacuum pumps?
Compared to standard single stage vacuum pumps, two-stage models offer a wider operating range and better capacity at high vacuum levels. While single-stage pumps are good for general suction, two-stage pumps are more efficient for demanding industrial processes.
Can these pumps achieve a deep vacuum for demanding applications?
Yes, especially the two-stage variants are designed to deliver a deep vacuum. This makes them perfect for sensitive applications like evaporation, sterilization, and cheese processing where maintaining a consistent high vacuum is critical.
What role do the impeller blades play in the vacuum process?
The impeller blades are the core moving part of the pump. As they rotate off-center within the casing, they draw gas into the spaces between them. The liquid ring seals these spaces, allowing the blades to effectively transport and compress the gas towards the discharge port.
What are typical process vacuum applications for these pumps?
These pumps are versatile and used in various process vacuum applications including extrusion venting, degassing, filtration, and drying. Their ability to handle liquid carryover makes them a reliable choice for industries ranging from food processing to oil and gas.
About Author

CEO
Mr. Vishwesh Pardeshi is the CEO of Acme Air Equipments Company Pvt. Ltd., an industrial and engineering goods manufacturing company based in Ahmedabad, Gujarat (India). He has taken over the responsibility from founding Partners and Directors of the Company, and is now leading a talented group of professionals since 2020 by bringing in vast industrial and management expertise. By qualification, he holds a Bachelor Degree in Mechanical Engineering and also holds a MBA degree from reputed institutes. Under his leadership, the Company has successfully executed prestigious projects by delivering high quality and world class products from a state of the art manufacturing facility which combines CNC-enabled precision manufacturing and strong after sales support. In line with the Vision, Mission and Core Values of the Organization, Mr. Vishwesh Pardeshi continues to drive Quality, Reliability and Global Expansion at Acme Air Equipments Co. Pvt. Ltd.